| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
| 范围 | 轧辊钢轴承钢生产基地位于【聊城】,供应范围覆盖广西省 桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 右江区、田阳区、田东县、平果市、德保县、靖西市、那坡县、凌云县、乐业县、田林县、西林县等区域。 |



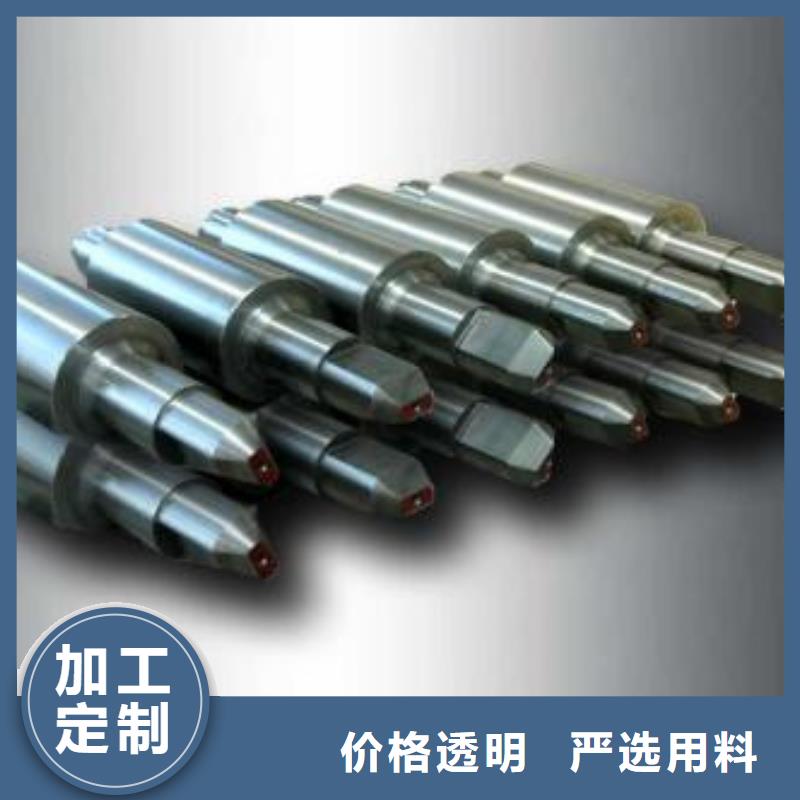
钒氮高速钢轧辊系轧辊产品的一种,我公司联合国内两所知名大学及一所 级科研机构共同合作开发的一种新型高速轧辊产品。使用较为专业的技术方法,采用较为先进的生产方式,提高了产品的耐磨性,增加相当的过钢量。有较高的性价比。
钒氮高速钢轧辊学名:亚纳米氮化钒颗粒增强型高速钢轧辊。它是通过特殊方式,在真空状态下将亚纳米(0.2~0.5um)级别的V3N、VN、CBN颗粒渗入具有一定强度和耐磨性的钢基材料中,利用耐磨质点的弥散固容硬化,并结合特殊热处理工艺措施,使材料耐磨性产生数量级,同时保持母相材料特有的强韧性。这一切,保证了轧辊材料具有极强的抗磨损和的抗冲击性能。



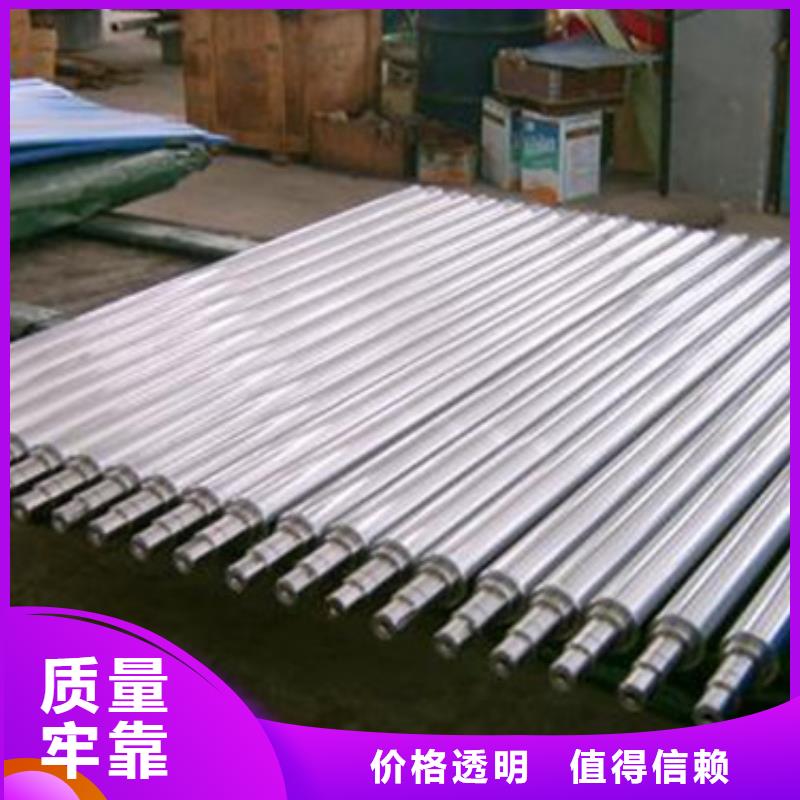
三、是利用专业工具强化磨削效果。由于高速钢轧辊硬度高,研磨比较困难,要选用专用砂轮和自动磨床。研磨完成后,采用涡流探伤仪和超声波探伤仪进行辊面的复合探伤。正常下机的高速钢轧辊磨削后可残留热裂纹上机使用。而轧制事故下机的高速钢轧辊,须在磨削辊面裂纹的基础上增加一定的磨削量。
高速钢轧辊在使用中常出现的问题可以归纳为以下三大病症
一、是轧辊表面易产生氧化、裂纹、剥落等缺陷。应该针对不同的轧机架次和轧制环境选择不同化学成分和金相组织的轧辊。高速钢轧辊的冷却条件比高铬铸铁轧辊的冷却条件强。冷却水量应尽可能充分,宜采用扁平嘴取代原来的锥形喷嘴,并且将3/4冷却水用于轧辊出钢口侧的冷却,将轧辊表面温度控制在50℃以下。另外,辊身中部的冷却水量应成倍于辊身边部的冷却水量,否则不仅易造成轧辊裂纹,而且在过钢量不太多时易出现带钢“三点差”过大或“飘带”现象。一些轧钢厂家甚至须要增加40%~60%的冷却水,因此轧钢厂家在使用高速钢轧辊前应考虑冷却水量的问题。


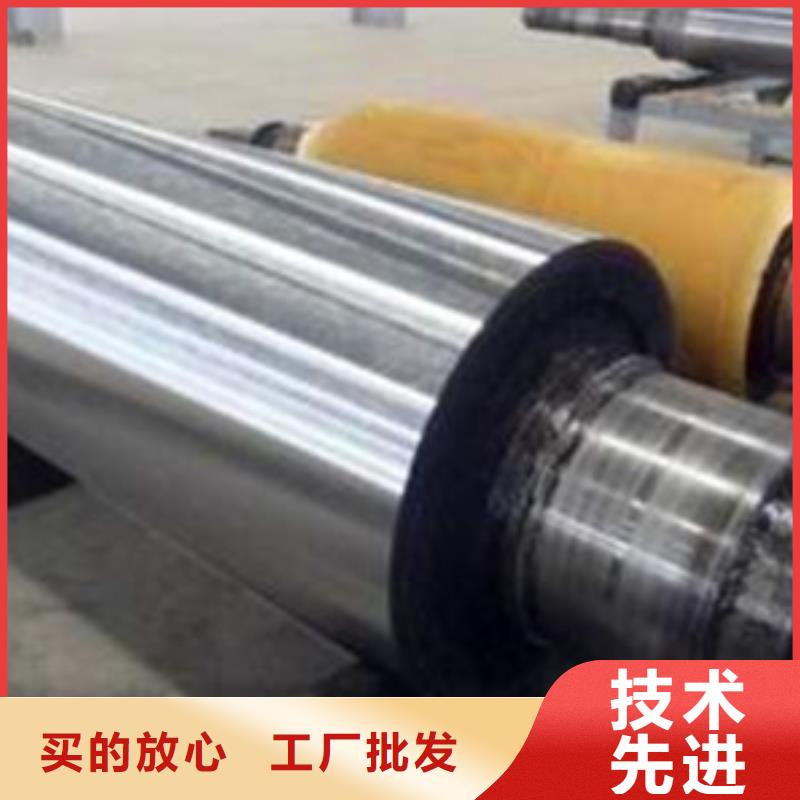
离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。


新物通物资(百色市分公司)是专业经营 轴承钢厂家、酸洗钝化磷化钢管、304不锈钢管、注浆管产品的销售,服务支持为一体的公司,我们和国际国内众多生产厂家建立良好的合作关系,负责在中国市场的 轴承钢厂家、酸洗钝化磷化钢管、304不锈钢管、注浆管销售和推广,为客户提供完整的工艺解决方案。我们为厂家及经销伙伴在缩短供应链,降低成本,提高产品品质,服务方面一共保障。


名片")